
- Сварка статьи из журналов
- Статьи о сварке
- Рассылка новых материалов
- ПОДПИСЫВАЙСЯ вКонтакте!
- Статьи о сварке, сварочных технологиях и оборудовании
- Статьи
- Что такое сварочные колонны и зачем они нужны?
- Программное обеспечение для управления качеством сварочных процессов ewm Xnet
- Технология EWM ForceArc: принцип работы и преимущества
- Краткий обзор технологий EWM
- Почему мы выбрали оборудование EWM для Вас?
- История развития сварки в космосе
- TIG сварка чугуна на переменном токе
- Сравнение сварки и других способов соединения металла
- Сварка под флюсом — 5 отличий, которые нужно учитывать
- Сварка статьи из журналов
Сварка статьи из журналов
Офицальный представитель
Made in Germany
Статьи о сварке
- Сварочные процессы
- Ручная дуговая сварка
- Аргонодуговая TIG сварка
- Полуавтоматическая MIG/MAG сварка
- 10 ошибок сварочного процесса и простые пути их решения
- Сварочное оборудование и материалы
- Подбор оптимального сварочного аппарата
- Как выбрать сварочный инвертор
- Как выбрать сварочный инвертор (продолжение)
- Цикл сварки, ПВ
- Сварочная горелка для полуавтомата
- Сварочные контактные наконечники и сопла для сварки
- Выбор сварочного защитного газа
- Правильный выбор сварочной проволоки
- Важное средство защиты — сварочная маска
- Сварка металлов
- Электродуговая сварка стали
- Сварка нержавеющей стали
- Сварка алюминия
- Сварка чугуна
- Сварка титана и его сплавов – технология и особенности
- Сварка меди и медных сплавов
- Автоматизация и роботизация
- Автоматизация сварки: гибкая или фиксированная система?
- Сварка балок
- 5 положений при выборе, эксплуатации и техническом обслуживании сварочного позиционера
- Задание реалистичных целей для проектов роботизированной сварки
- Роботизированная TIG сварка
- Технология тандем сварки
- Промышленные роботы. Сварочные роботы в автоматизации процессов
- Сварочные роботы и бережливое производство
- Разное о сварке
- Основные виды сварных соединений и швов
- Виды дефектов сварных швов и методы их устранения
- Электродуговая сварка труб
- Плазменная резка металла
- Индивидуальные средства защиты сварщика
- Сварочная дуга и ее характеристики
- Предназначение подающего механизма для полуавтоматической электросварки
- Контактная сварка
- Виды контактной сварки
- Устройства для ручной точечной сварки
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
Статьи о сварке, сварочных технологиях и оборудовании
В этом разделе Вы найдете интересные статьи о сварке , сварочных технологиях и оборудовании. Интересные факты, советы и публикации обо всём, что касается сварки.
Источник
Статьи
В этом разделе полезные статьи которые будут полезны при выполнении сварочных работ.

Что такое сварочные колонны и зачем они нужны?
Для среднестатистического человека при слове «колонна» возникает лишь одна ассоциация: Естественно, для людей, которые работают в машиностроении, ассоциации совсем другие и они уже знакомы с понятием “сварочная колонна”. Наша сегодняшняя… еще
Программное обеспечение для управления качеством сварочных процессов ewm Xnet
Представим ситуацию: на производственном предприятии эксплуатируются без перебоев и при полной загрузке сварочные установки EWM. Не смотря на отличную работу — качество швов, универсальность режимов, скорость сварки, — EWM знает,… еще
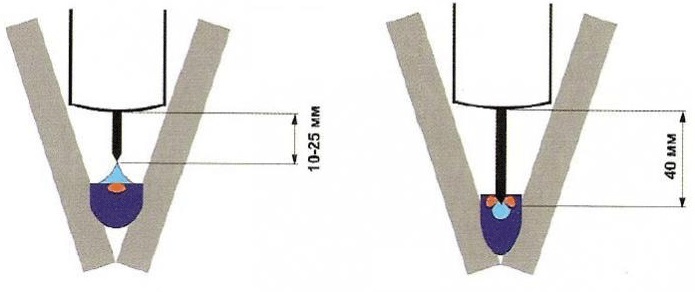
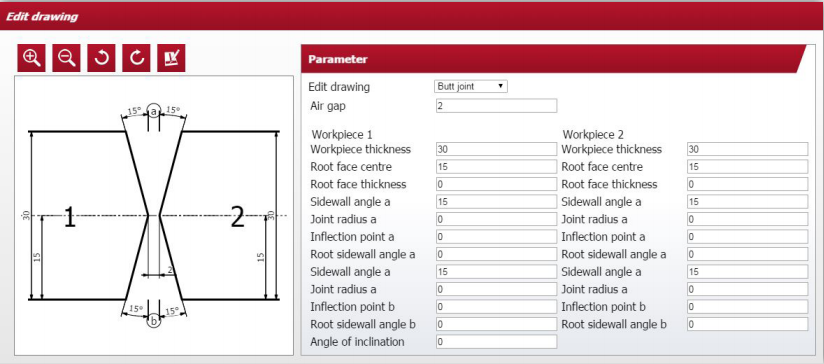
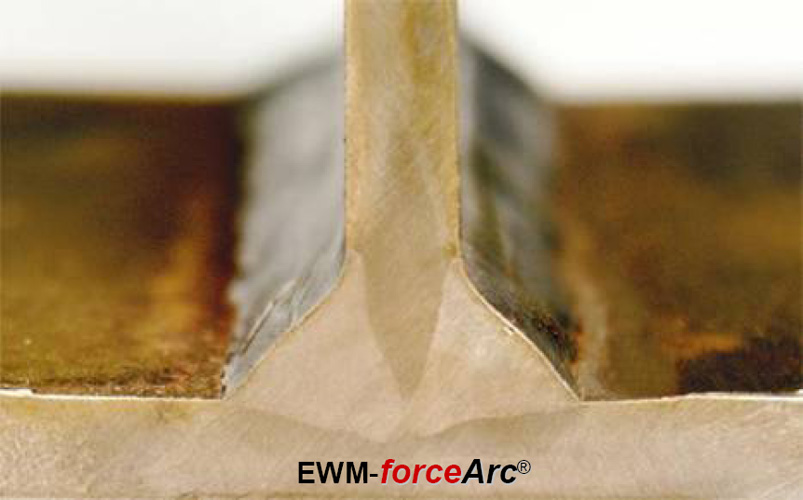
Технология EWM ForceArc: принцип работы и преимущества
Современное производство требует решения все новых и новых задач, которые раньше считались нерешаемыми. Со временем повышаются требования к качеству и производительности сварочных процессов. Особенно остро эта проблема стоит при сварке… еще
Краткий обзор технологий EWM
Движение вперед означает постоянное улучшение. Покупая новое оборудование, Вы ожидаете от него чего-то большего, чем давало старое. Благодаря EWM можно ощутить колоссальную разницу в переменах, ведь для EWM движение вперед… еще
Почему мы выбрали оборудование EWM для Вас?
Множество производителей сварочного оборудования предлагают продукцию различную по стоимости, качеству, ассортименту и сервису. Как определиться со оборудованием и не сплоховать? Какого из поставщиков выбрать и не промахнуться? Наша компания серьезно… еще

История развития сварки в космосе
Впервые проблему сварки в космосе поднял С.П.Королев в 1965 году. Поскольку проблема являлась крайне актуальной, решить её поручили академику Б.Е.Патону. Предполагалось, что исследование сварки в условиях космосах поможет в обслуживании… еще

TIG сварка чугуна на переменном токе
Как известно – чугун является крайне прочным, но хрупким металлом. Вызвано это тем, что в чугуне крайне много (от 2.14 до 6.6%) углерода, который повышает прочность, значительно уменьшая пластичность и… еще

Сравнение сварки и других способов соединения металла
Рассмотрим преимущества и недостатки склейки, пайки и заклёпывания Однозначно, сварка является одним из наиболее распространённых способов создания соединения. Но для того, чтобы понять, как она снискала себе такую популярность, нужно… еще

Сварка под флюсом — 5 отличий, которые нужно учитывать
Сварка под флюсом очень похожа на другие способы сварки (MIG, MAG, MMA), поскольку соединение создается той же дугой и по тому же принципу, что и обычно. Все различия заключаются в… еще
Источник
Сварка статьи из журналов
НАУЧНО-ТЕХНИЧЕСКИЙ PАЗДЕЛ
DOI: 10.34641/SP.2021.1044.11.045
Безбородов И. А. — Электродуговая наплавка азотосодержащих покрытий с оценкой их задиростойкости в условиях трения скольжения
В статье приведены результаты исследования способа электродуговой наплавки азотосодержащих покрытий, в результате которых получена многофакторная математическая модель, устанавливающая взаимосвязь между параметрами режима наплавки порошковой проволокой ПП-10Х17Н8С5Г2Т в защитной атмосфере 50 % N2 + 50 % СO2 и усвоением азота наплавленным металлом.
Вместе с этим представлены результаты исследований задиростойкости азотосодержащих покрытий, полученных технологией электродуговой наплавки в азотосодержащих защитных средах. Уникальной особенностью способа легирования азотом заключается в том, что при увеличении твердости всего на 10 ед. НRСэ задиростойкость наплавленного покрытия увеличивается 1,71 раз. Технологические возможности создания наплавленных азотосодержащих поверхностей являются привлекательными для восстановления шеек коленчатых валов ДВС и крупногабаритных конструкций, в связи с невозможностью применять для них общий печной нагрев для азотирования.
Ключевые слова: упрочняющие азотосодержащие покрытия, усвоение азота наплавленным металлом, защитная азотосодержащая среда, состав защитной среды, состав наплавочной проволоки, карбонитридные включения, твердость наплавленного металла, задиростойкость наплавленного покрытия
DOI: 10.34641/SP.2021.1044.11.046
Феофанов А. Н., Овчинников В. В., Губин А. М. — Механические свойства соединений алюмоматричного дисперсно-упрочненного композиционного материала со сплавом 1151Т, выполненных сваркой трением с перемешиванием
Применение сварки трением с перемешиванием позволяет получать бездефектные соединения алюминиевого сплава 1151Т с дисперсно-упрочненным композиционным материалом на основе матрицы из сплава Д16Т, армированного частицами Al2O3 с объемной долей 20 %. Установлено, что сварной шов формируется чередующимися полосками шириной 0,25—0,50 мкм, между которыми наблюдается четкая зона с ограниченной диффузией элементов между полосами. Результаты испытаний сварных соединений исследуемых материалов на малоцикловую усталость показали, что предел выносливости на базе 107, циклов составил 71 МПа. Усталостная трещина возникает от рисок на поверхности шва и далее распространяется через зону термомеханического воздействия и зону термического влияния. При шероховатости поверхности шва Rz > 70 мкм наблюдается многоочаговый характер разрушения, а при значении шероховатости поверхности Rz Ключевые слова: алюминиевый сплав 1151Т, дисперсно-упрочненный композиционный материал, сварка трением с перемешиванием, временное сопротивление, размер зерна, микротвердость, малоцикловая усталость, многоочаговый характер разрушения
DOI: 10.34641/SP.2021.1044.11.047
Пономарев К. Е., Стрельников И. В., Антонов А. А., Уткин И. Ю. — Применение различных способов вибрационной обработки для угловых сварных соединений из стали 09Г2С
Остаточные напряжения и деформации, образующиеся в результате дуговой сварки, могут отрицательно влиять на служебные характеристики сварных конструкций: снижается точность геометрических размеров при механической обработке и последующей эксплуатации, что затрудняет сборку, требует увеличение припусков под механическую обработку и увеличивает допуск на массу изделия, а также уменьшается усталостная прочность, падает коррозионная стойкость. Одним из прогрессивных методов по регулированию и устранению остаточных напряжений является вибрационная обработка, заключающаяся в введении периодического механического воздействия в сварную конструкцию. Существует два основных способа виброобработки, различающиеся по времени ее проведения: во время сварки и после ее завершения. В статье рассматривается применение различных способов виброобработки на угловые сварные соединение из стали 09Г2С с оценкой по критериям остаточных напряжений, остаточных перемещения, а также технологическим характеристикам и механическим свойствам.
Ключевые слова: дуговая сварка, тавровое соединение, нахлесточное соединение, сопутствующая сварке вибрационная обработка, послесварочная вибрационная обработка, остаточные напряжения, остаточные деформации, лазерная интерферометрия, лазерное 3D-сканирование, амплитудно-частотная характеристика
DOI: 10.34641/SP.2021.1044.11.048
Ходаков Д. В., Ходаков В. Д., Лукичева C. В., Пралиев Д. А., Абросин А. А., Станицкий В. Д., Базанов М. А., Рымкевич А. И. — Термическая обработка при изготовлении и ремонте разнородных сварных соединений из сталей аустенитного и перлитного (углеродистого и кремнемарганцовистого) классов оборудования АЭС с реакторами ВВЭР-440
Термическая обработка сварных конструкций является одной из важнейших технологических операций, выполняемых при изготовлении, монтаже и ремонте оборудования и трубопроводов АЭС. В настоящее время пока еще не представляется возможным однозначно оценить степень положительного или отрицательного влияния от проведения операции термической обработки для разнородных сварных соединений, поскольку входящие в их состав основные и сварочные материалы имеют значительное различие в механических, теплофизических и коррозионностойких свойствах. Известно, что при нагреве до температур термической обработки, различные части разнородных сварных соединений могут реагировать по-разному, приводя при этом к снижению эксплуатационных свойств сварных соединений.
Ключевые слова: разнородные сварные соединения, зона сплавления, термообработка, металлографические исследования
DOI: 10.34641/SP.2021.1044.11.049
Булков А. Б., Пешков В. В., Корчагин И. Б., Бокарев Д. И., Селиванов Г. В. — Кинетика восстановления пластических свойств окисленных поверхностей титана и его сплавов путем отжига
В статье рассмотрен процесс очистки поверхностей титана ВТ1 и сплавов ОТ4, ВТ6 от охрупченной части оксидного слоя в условиях безокислительного отжига.
Экспериментальным путем получены зависимости, позволяющие оценивать время и температуру безокислительного отжига, обеспечивающие очистку поверхностей титана от охрупченных слоев различной толщины. Установлена зависимость температур отжига от химического состава свариваемых заготовок. Физико-химическое состояние контактных поверхностей заготовок для диффузионной сварки предложено оценивать по глубине газонасыщенных слоев.
Ключевые слова: диффузионная сварка, титан, оксидные охрупченные слои
ПPОИЗВОДСТВЕННЫЙ PАЗДЕЛ
DOI: 10.34641/SP.2021.1044.11.050
Барабанова О. А., Набатчиков С. В. — Причины возникновения остаточных напряжений в диффузионном сварном соединении монокристаллический кремний—металл
Для процесса диффузионной сварки большое значение имеет предыстория свариваемых деталей, все внутренние напряжения, накопленные в процессе всех видов обработки этих деталей, и их эволюция при термо-деформационной обработке в процессе диффузионной сварки. Это знание становится особенно важным при разработке технологии изготовления слоистых композиционных материалов (СКМ) на основе монокристаллического кремния через металлические слои для градиентной теплометрии. Монокристаллы кремния, полученные методом Чохральского, обеспечивают почти 80—90 % пластин монокристаллического кремния, что и находит свое отражение в количестве проводимых исследований.
Ключевые слова: диффузионная сварка, остаточные напряжения, монокристаллический кремний, металл, слоистый композиционные материал
DOI: 10.34641/SP.2021.1044.11.051
Петров П. Ю. — Понятийное соотношение терминов «Технологический процесс» и «Сварка»
Совершенствование понятийного аппарата сварочного производства, в том числе на основе сопоставления определений терминов в действующих стандартах, является актуальной задачей. В статье приведен анализ шести определений терминов «технологический процесс» и термина «сварка». Показано, что непосредственной понятийной связи между этими терминами нет. Такая связь указана в описании сварки в ГОСТ Р ИСО 3834-1. Однако, трактование сварки как специального процесса в терминологии системы менеджмента качества не корректно и должно быть изъято из действующих стандартов. С позиции содержания системы термина «технологический процесс» сварку можно определить так: «Группа технологических методов соединения отдельных материальных объектов в неразъемное, целое изделие (образец, орган) посредством локального изменения их энергетического состояния в месте (местах) соединения, что может инициировать плавление и/или пластическую деформацию». Эта статья фактически продолжает научную дискуссию о терминологии в области сварки, которая была начата рядом публикаций в журнале «Сварочное производство» в 2017 году и очевидно должна завершиться пересмотром системы стандартов по сварке.
Ключевые слова: термин, определение, стандарт, технологический процесс, сварка, технологический метод, технологическая операция, вид сварки
ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
DOI: 1034641/SP.2021.1044.11.052
Муравьев И. И., Корнев С. Ю., Кулиев И. И., Вележинский А. В. — Повышение усталостной прочности сварных тавровых соединений
Источник



