
- Юстировка лазерного станка: подготовка, настройка, правила и нюансы
- Юстировка лазерного станка
- Правила юстировки лазера
- Подготовка к юстировке лазерного станка
- Как юстировать лазерный станок своими руками: пошаговая инструкция
- Регулировка положения лазерной трубки
- Установка мишени на зеркала
- Регулировка третьего оптического узла
- Совмещение мишени и сопла
- Отладка лазерного станка
- Нюансы, которые надо учитывать при юстировке лазера своими руками
- Юстировка зеркал лазерного станка с нуля на примере Wattsan 6090
- Устройство оптического тракта
- Установка лазерной трубки
- Настройка первого зеркала
- Настройка второго зеркала
- Настройка третьего зеркала – выставление вертикальности луча
- Часто возникающие проблемы
- Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.
Юстировка лазерного станка: подготовка, настройка, правила и нюансы
Изготовление качественных изделий возможно только при согласованной работе всех систем лазерного станка. Поэтому при частом использовании прибора и ухудшении качества заготовок рекомендуется проводить юстировку лазерного станка. Рассмотрим что это такое, какие правила должны соблюдаться, процесс подготовки и самой настройки, а также нюансы, учитываемые при юстировке лазера.
Юстировка лазерного станка
Юстировка лазерного станка – это процедура настройки прибора, от которой зависит конечный результат обработки деталей. Оптическая система должна подвергаться регулярной юстировке. Так как при использовании агрегата выделяются газообразные вещества, и часть их остаётся на зеркальной поверхности. Вследствие этого геометрическая форма отражаемых лучей искажается.
При настройке станка зеркала регулируются так, чтобы лазерный луч попадал на рабочую поверхность перпендикулярно, под углом 90 градусов.
На неверно проведенную юстировку и необходимость настройки зеркал указывает наличие следующих дефектов:
- диаметральные деформации светового пятна;
- образование кривых ступенчатых линий в процессе гравировки;
- маленькие точки из круглых превращаются в овальные;
- рез по оси X производится с отклонением;
- рассеивание лучевой точки фокуса.
Правила юстировки лазера
Настройка лазерного станка должна осуществляться в строго определённом порядке с соблюдением нескольких правил:
- Юстировка начинается с первого зеркала, продолжается на втором и завершается на третьем.
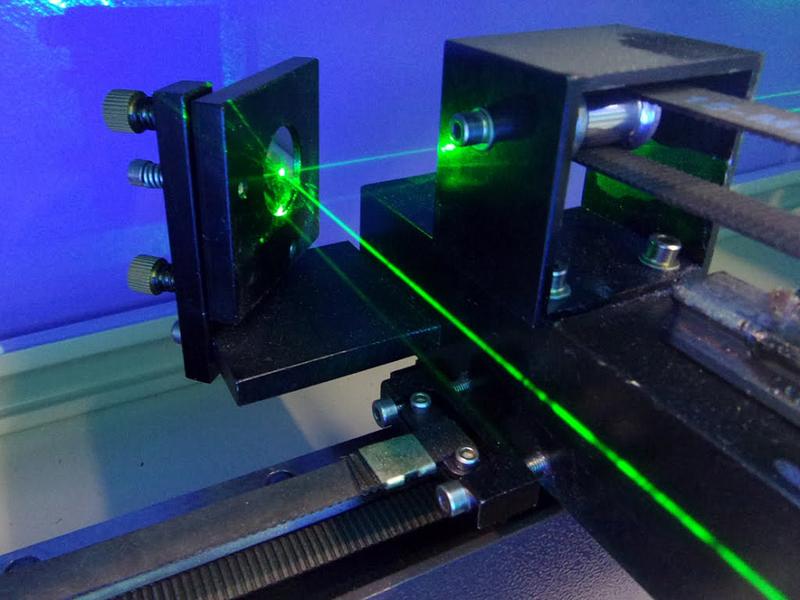
- Перед юстировкой на зеркальную поверхность накладывается тонкий прозрачный скотч и проводится первичная «пристрелка» рабочим лазером. Также настройка станка может выполняться при помощи лазерной указки.
- При настройке первого и второго зеркал нет необходимости в точном попадании луча в центр. Так как допускается его отражение с легким смещением на одну из половин зеркала. Однако не допускается, чтобы лучевая отметка хаотично перемещалась по зеркальной плоскости в процессе ее движения по оси.
- При настройке третьего оптического узла необходимо, чтобы луч отражался ровно по центру. Это потребуется для вхождения луча в линзу по вертикали относительно плоскости рабочего стола. Так как отклонение от этого направления может вызвать выход из строя насадки излучателя и увеличение длины линий заготовки.
Важно! Юстировку третьего оптического узла следует проводить только при строго горизонтальном положении рабочего стола станка. Добиться этого можно при помощи опор для регулировки и уровня.
Подготовка к юстировке лазерного станка
Настройка лазерного станка начинается с его подготовки, которая состоит из шести последовательных этапов:
- Лазерная указка разбирается и из неё извлекается модуль. Он в свою очередь соединяется при помощи проводов с источником электроэнергии в указке.
- Третье зеркало заклеивается скотчем, а каретка, на котором оно установлено, удаляется на максимально отдалённое расстояние от излучателя.
- Рабочий лазер запускается для получения на мишени выжженного следа.
- Затем лазер выключается, а мишень остается на месте. Спустя 10 минут конденсаторы в лазерной трубке полностью разряжаются, в этот момент следует плотно закрепить светодиодный модуль. Его рекомендуется обернуть поролоном или разместить в пластиковой трубе, чтобы избежать расшатывания конструкции.
- Точное совпадение луча светодиодного модуля и рабочего лазера контролируется при помощи отметок на мишени (они должны сходиться в одной точке).
- Фокусирующая линза настраивается аналогичным образом при помощи светодиодного лазера.
Совет! Подготовку к юстировке лазерного станка рекомендуется делать в неярко освещённой комнате, лучше притемнённой. Это объясняется тем, что малая мощность луча не сможет преодолеть поглощение линзы.
Как юстировать лазерный станок своими руками: пошаговая инструкция
Регулировка положения лазерной трубки
Лазерную трубку ровно устанавливают и фиксируют параллельно оси Х. Затем для более точной регулировки и предотвращения сильного пригорания скотча лазерный луч регулируется при помощи следующих параметров:

- Уменьшается мощность при помощи кнопки Max-Power.
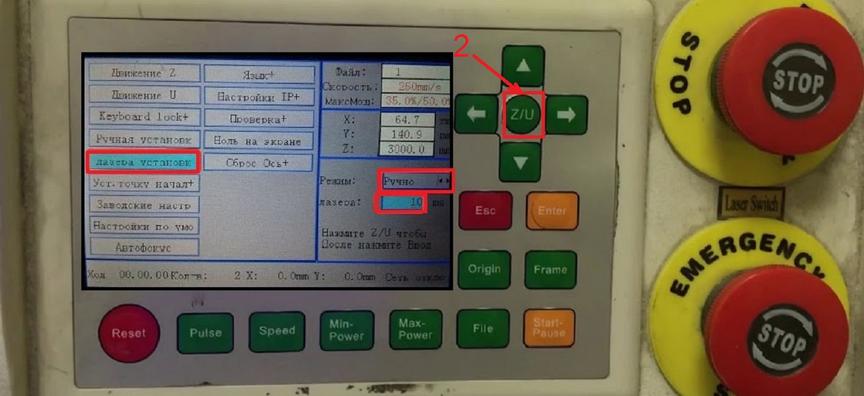
- Настраивается ручная подача. Для этого нужно нажать на кнопку Z/U и выбрать в меню пункт «Лазера установка». Режим указываем «Ручной» и вводим продолжительность подачи лазера в миллисекундах в соответствующее поле. После такой настройки подача лазера отключится через заданное количество миллисекунд.
Установка мишени на зеркала
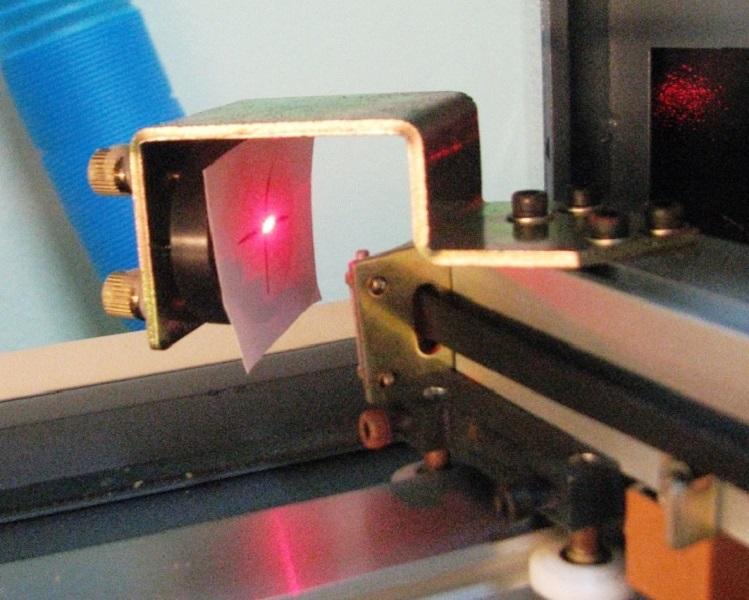
Скотч, наклеенный на все зеркала, выступает в роли мишени.
В центральную часть скотча на первом зеркале наводится трубка для попадания луча. Затем скотч клеится на второе зеркало – это потребуется для регулировки первого зеркала. При каретке расположенной на оси Y на минимальном и максимальном расстоянии от неподвижного узла метка должна попадать в центр.
Второе зеркало регулируется точно так же, как и первое.
Третье зеркало поочерёдно выставляется в максимальное и минимальное положение на оси X. Это действие выполняется для проверки точности попадания луча на различных полюсах.
Регулировка третьего оптического узла
Третий оптический узел считается самым сложным для настройки. Так как во время регулировке его винтов следует переместить лучевой след прямо в центр мишени, расположенной на рабочем столе. При этом расстояние до цели должно быть равно фокусному.
Совмещение мишени и сопла
Для правильного совмещения круговых границ мишени и выходного сопла необходимо поднять поверхность рабочего стола до контакта с соплом. После медленно опустить его, при этом мишень не должна менять своё местоположение.
Отладка лазерного станка
При окончательной отладке луч на выходе из лазерной головки должен попадать точно в центр фокусирующей линзы. Важно, чтобы луч не задевал стенки сопла, так как он начнет рассеиваться и терять мощность. Проверить положение луча можно, приклеив скотч прямо на выход лазерной головки и запустив станок. Если след от лазера остался ровно по центру, то процесс юстировки завершен.
Нюансы, которые надо учитывать при юстировке лазера своими руками
Процесс самостоятельной юстировки несложен, однако у многих пользователей возникают трудности в процессе настройки. Это связанно с тем, что при юстировке лазерного станка не были учтены следующие нюансы:
- Плохая подготовка лазерного станка. Юстировка должна проводиться только на агрегате, у которого хорошо настроена система перемещения по осям X и Y, а также рабочее поле расположено четко по уровню и в одной плоскости с обеими осями.
- Конструкция лазерного станка. У различных производителей она может отличаться. Поэтому если изначально в процессе проектирования агрегата в его конструкцию не были заложены элементы для удобной юстировки, то пользователю будет сложно провести настройку самостоятельно. Однако можно посмотреть видеоинструкции и разобраться в тонкостях процесса.
Рассмотрев подробно процесс юстировки лазерного станка, следует отметить: ее несложно выполнить самостоятельно. Однако следует точно выполнять инструкции, учитывать необходимые нюансы самого процесса и характеристики станка.
Источник
Юстировка зеркал лазерного станка с нуля на примере Wattsan 6090
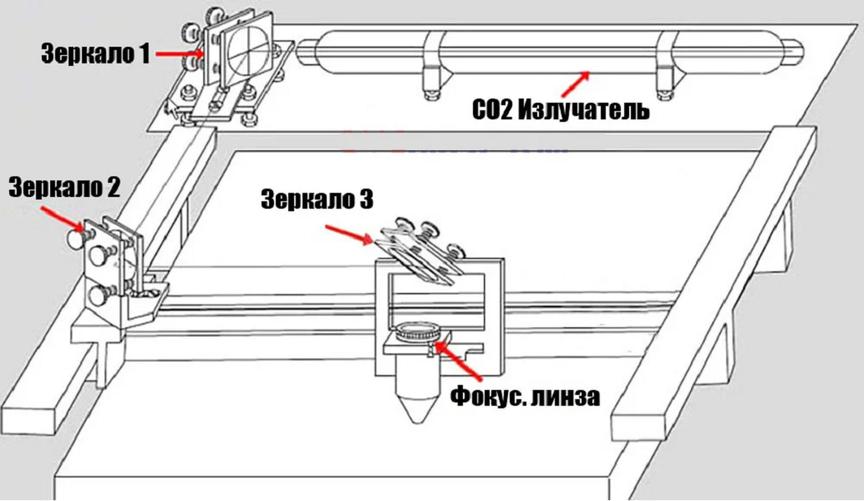
Юстировка – настройка оптического тракта лазерного луча. Луч выходит из лазерной трубки излучателя, проходит по зеркалам, попадает на фокусирующую линзу, передающую его на материал. Задача юстировки: достичь, чтобы при передвижении лазерной головки над рабочим столом луч имел одинаковую эффективность, приходил на третье зеркало и в линзу в фокусирующую точку.
Что будет, если юстировка сделана неправильно или сбилась?
- Материал не прорежется.
- Скорость работы станка упадет.
- Снижется качество.
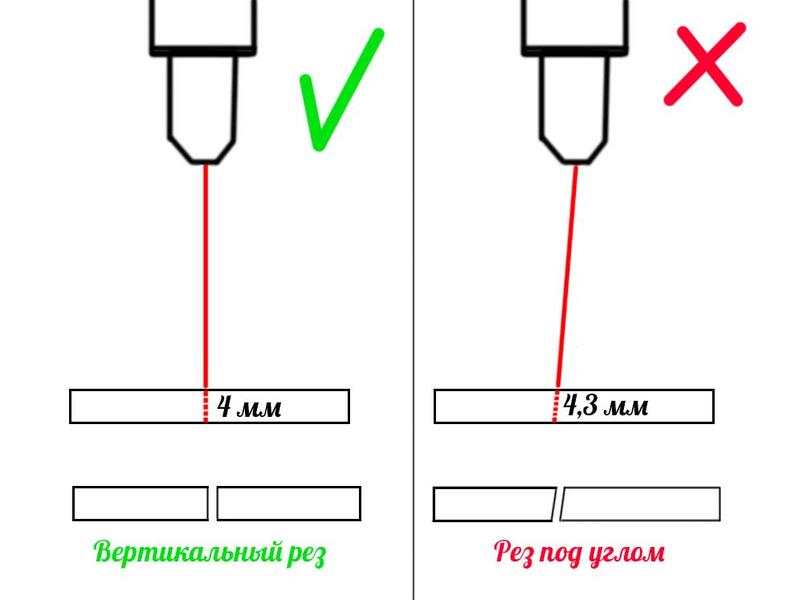
- Края реза будут горелыми или под углом.
- Гравировка получится мутной.
В большинстве случаев некачественной резки виновата плохая юстировка.
Проверить ее просто. Если при нажатии кнопки Pulse и подаче импульса, на материале остается пятно не круглой формы, маленькое или размытое, требуется проверить юстировку.
Проверять юстировку лучше ежедневно перед началом работы. Обязательно – если появились признаки нарушения качества реза. Проверка занимает 5-7 минут, позволяя гарантировать качественную резку и отсутствие брака.
Важно во время работы соблюдать технику безопасности. Нежелательно смотреть на лазерный луч без специальных защитных очков. Попадание рук в зону работы лазера недопустимо.
Устройство оптического тракта
 Оптический тракт можно условно разбить на участки:
Оптический тракт можно условно разбить на участки:
- Лазерный излучатель – стеклянная трубка СО2, из выходного отверстия которой выходит луч.
- Луч попадает на первое статичное зеркало, передается на второе.
- Второе зеркало закреплено на портале, вместе с ним передвигаясь вдоль оси у.
На станках с большой площадью рабочего поля, чтобы сократить длину оптического тракта, лазерная трубка устанавливается на портале.
Перед началом юстировки, нужно снять боковой кожух, крышку, кожух заднего отсека с лазерной трубкой. Работать удобнее вдвоем, чтобы не бегать от пульта к лазеру. Другой вариант: установить контроллер, поддерживающий возможность работы по локальной сети. Его подключают к компьютеру с Wi-Fi и управляют движениями станка.
Установка лазерной трубки
Трубка устанавливаться параллельно столу, что облегчает юстировку. Если она стоит под углом 2-4 градуса, это не ошибка. Если станок работает с помпой, неизбежны пузыри, лучше сделать уклон для облегчения их выхода. Однако, если у станка есть чиллер, то пузыри не образуются.
Понадобится малярный скотч. Его используют в 2-4 слоя, чтобы он не загорался, и наклеивают на зеркало.
У некоторых станков нет такой рамочки вокруг зеркала, как на станке Wattsan 6090. В этом случае для защиты от клея скотча используют монету.
Устанавливается мощность 19-20%. В меню в строке Laser set, выставляется для контроля импульса режим Manual – ручной, 50 мсек. При нажатии кнопки «Pulse» будут возникать импульсы, которые оставят небольшой отпечаток на малярном скотче и предотвратят воспламенение.
Лазерная трубка устанавливается в нижнее положение, наклеивается малярный скотч, проглаживается пальцем, чтобы были видны границы рамки. Проверяется попадание лазера в зеркало нажатием кнопки «Pulse».
При необходимости регулируется положение лазерной трубки. У станка Wattsan 6090 для этого предусмотрено удобное колесико и шкала, с помощью которых легко выравнивать положение задней и передней части трубки.
Лучу не обязательно попадать в самый центр, достаточно того, что он целиком приходит в первое и второе зеркало на максимальном режиме, когда мощность порядка 99%. Важно попасть в центр только третьего зеркала.
После того, как трубка выставлена в правильном положении, ее необходимо зафиксировать предусмотренными для этой цели болтами. Положение трубки обычно фиксируется один раз. При дальнейшей проверке юстировки достаточно контролировать положение зеркал.
Настройка первого зеркала
Крепление состоит из двух частей: у одной рамки винты с пружинками, на второй закреплено зеркало. Вторая рамка всегда старается прижаться к первой пружинами. Латунные винты регулируют угол наклона, отталкивая рамку с разных сторон.
Верхний винт регулирует угол наклона по вертикали, а правый и левый – по горизонтали и диагонали. Чем больше поле станка, тем более чувствительно отклоняется лазер при повороте винта.
Зеркало регулируется винтами до тех пор, пока весь луч не будет на него попадать, не задевая крепление даже на максимальной мощности.
Проверяется попадание луча в одну точку в двух крайних положениях перемещения портала по оси Y. Операция повторяется несколько раз, чтобы убедиться, что зеркало выставлено правильно и луч не уходит.
На максимальной мощности след от луча не должен выходить за границы рамки.
Настройка второго зеркала
Первая проверка производится на ближней дистанции, чтобы луч не мог уйти за границы рамки.
Принцип регулировки тот же, что и на предыдущем этапе. При необходимости можно все три регулировочных винта подкрутить на одинаковое число оборотов, тем самым подвинуть рамку строго по горизонтали.
Настройка проводится аналогично предыдущему разу, но теперь важно, чтобы луч приходил в центр.
Обязательно несколько раз поверить попадание лазера в одну точку в крайних положениях.
Для точной корректировки попадания в центр третьего зеркала, проще не начинать двигать второе и первое, а немного сместить лазерную трубку. Ослабив стопорные винты и немного смещая ее, можно за несколько минут отрегулировать точность попадания луча в нужную точку.
Проверяется попадание лазера в одну точку по всем зеркалам в крайних положениях.
Настройка третьего зеркала – выставление вертикальности луча
Понадобится прозрачный скотч и кусочек фанеры.
Принцип настройки остается неизменным, меняется только направление лазерного луча: из горизонтальной плоскости в вертикальную.

Сначала надо убедиться в том, что луч проходит через сопло и полностью приходит на материал.
Удобнее это делать в расфокусированном состоянии, чтобы лучше была видна форма отпечатка.
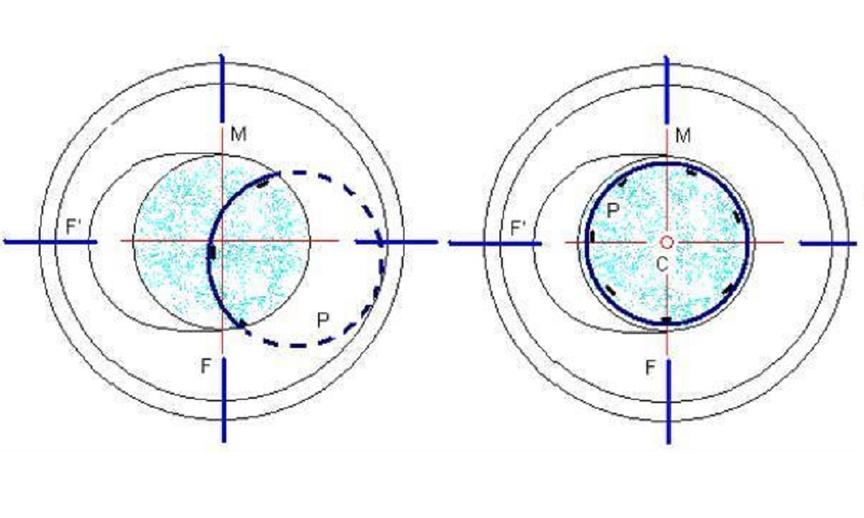
Когда отпечаток стал круглым, на сопло наклеивается прозрачный скотч. Выставляется минимальная мощность, порядка 10%, нажимается Pulse.
На скотче останется отпечаток сопла и след от луча. Отверстие должно оказаться точно в центре сопла. Корректируется положение зеркала. Снова наклеивается скотч, проверяется центровка. Операция повторяется, пока не будет достигнуто правильное положение.
После правильной центровки луча на материале остается маленькая круглая точка.
Важно после проведения юстировки затянуть все контрящие гайки! При закручивании винты нужно придерживать рукой, чтобы случайно не сместить их. После затяжки еще раз проверяется точность юстировки.
Часто возникающие проблемы
- Если рез не вертикальный, а под углом, значит плохо отрегулировано третье зеркало. Нужно повторить юстировку.
- Если в разных местах стола разный рез, нужно проверить: кривизну материала, ровность установки стола.
- Если при работе в одном углу материал некачественно прорезается, виновата неправильная установка станка – неровно выставлены ножки. Такая проблема характерна для самодельных или дешевых станков. У качественных станков, таких как Wattsan, есть рама, поэтому неполадок не возникает.
Видео: Правильная юстировка лазерного станка с нуля. Подробная инструкция, как настроить лазерный станок.
Источник